
Extrusion Technology

Extrusion Technology: Fundamentals and Significance in Wires and Cables Industry
Electrical mishaps are common in buildings and industries, causing financial and human loss. The investigation shows short circuits due to deteriorated wires and cables or improper insulation, the most common reason behind the incidence.
Insulation is the core of cables, and it requires the application of the right extrusion technology and extruders for high-quality insulation. The materials used for insulation separate the electrical conductor and allow electricity to run only inside the cord preventing any accident or leakage of electricity. Therefore, wire and cable manufacturers need to ensure standard quality extruders, extrusion processes, insulating materials, etc., during the manufacturing process.
Gloster Cables brings high-quality insulated wires and cables for domestic, commercial, and industrial segments. The extrusion process and types of extruders used for insulation are performed considering several parameters like pressure, die, quality, operating conditions, and many more. Our extrusion quality control process ensures flawless, standard-quality insulated wires and cables.
Fundamentals of Extrusion Technology
Extrusion is a process used for the insulation or outer sheath development of wire or cables. Extrusion creates objects of the same cross-sectional area. In the process, a hot or cold material passes through a die of the required cross-section. And molten plastic applies to the entire circumference of the wire, forcing it to adhere to the size of a wire or cable.
History of Extrusion
The concept of extrusion was introduced by Joseph Braham in 1797, developing a hand-operated piston press for manufacturing seamless lead pipe. Gradually, manual extruders for thermoplastic processing and steam extruders got developed. In 1936 came the first thermoplastic extruder. And in 1939, an extruder with electrical heating, air cooling, automatic -temperature control, nitride hardened barrel, and a screw with L/D 10:1 came.
Extrusion Process
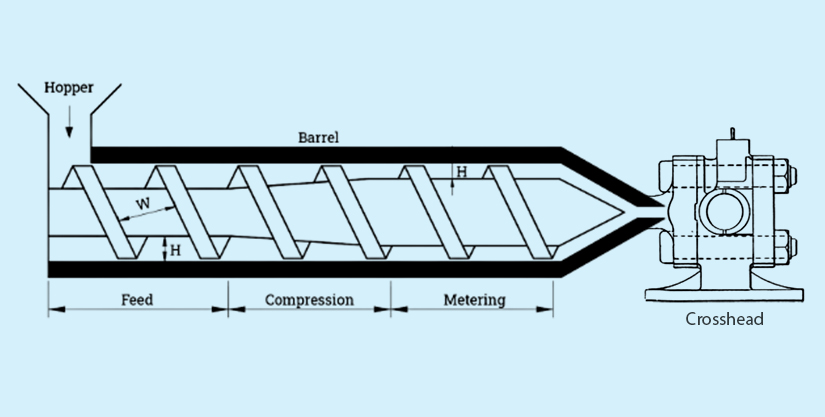
An extruder is an assembly of screws and barrels. The screws get fitted within the barrel with a tolerance of .2mm to .3mm. Nowadays, extruders have a tolerance of less than .2mm. Three different zones of an extruder are the feed zone, transition zone, and metering zone. The material moves through all three zones. While entering the feed zone, the compound gets soft and turns to plastic under applied temperature and pressure. The material heats through external heating.
Then, the material passes through the transition zone and finally the metering zone. The purpose of extruders is to convert compounds into homogenous melt and then pump the melt through a shaping die at a steady and controlled rate. After that, fix it in the crosshead with the tip that guides the cable and shaping die. The product of extrusion is called extrudates.
The ratio of the area between the feeding and metering zone is called the compression ratio. For XLPE, the compression ratio is 3:1 and for rubber/LSOH is 1:11. The ratio is less for rubber and high shear materials such as LSZH.
Types of Extrusion
There are different types of extrusion processes that we can use as per the requirement.
Pressure Extrusion
Pressure extrusion fills the interstitial void in the cable design by forcing molten polymer into the gaps in the laid-up cores. Here, the tip positions far from the die lips, allowing molten extrudate force into the cable gaps. The diameter of the die and the finished cable remains the same.
Tubing Extrusion
Compared to pressure extrusion, tubing extrusion uses less material and provides flexibility to cables. Essentially, the tubing extrusion's purpose is to lay the cable core inside the tube. So, the tip position is in the same plane as the die and used without land. The cable core passes through the die and tips and at a higher speed than extrudate flows through the die.
Semi-Pressure Extrusion
Similar to the tubing technique, semi-pressure extrusion is a halfway house. In this technique, the position of the tip is slightly back into the die lips but not as far as in pressure extrusion.
In the semi-pressure technique, the laid-up core does not get filled like in the pressure technique. But the tube grips the laid-up cable core firmly.
Wires and Cables Extrusion

The extrusion process in wires and cables requires the wire to pull through a heated polymer. And then, the polymer resin coats the exterior of the wire wall. The wire is cooled, solidified, and inspected to give an extra layer of protection.
A polymer should get blended with additives and other materials before the extrusion process. After blending the polymers, dry polymers properly, mix ingredients, and feed formulation into the extruder.
In the extruder, the blend melts, mixes, and passes to die for shaping the extrudate.
When the product comes out from the die, it is cooled and solidified as coated cover in the desired shape. The product is pulled from the extruder at a constant velocity to receive the required thickness and coating.
The product gets inspected and shock tested for quality, insulation, and usage.
The extrusion process depends on the compounds required for insulation. For thermoplastic and thermosetting materials, an internal machine(barrel) friction and an external heat supply (heat resistors) are used, helping transform an infeed base material into a finished or semi-finished product and shaping material by forcing it through a die.
In the case of rubber extrusion, an opposite process is followed by using several different vulcanization solutions and heating the insulation after the die trough.
Extrusion Quality Control in Wires and Cables
The wire and cable extrusion process faces several challenges related to scorching, poor plasticization, positive & negative plastic layer, uneven cable diameter, poor glue joints, etc. Therefore, control wire & cable extrusion quality control requires considering several parameters like pressure, die quality, operating conditions, and material-in-feed.
Uneven and bamboo shape cable diameter is one of the common problems in extrusion. The problem occurs due to unstable strew or traction, and the outer diameter of the semi-furnished product varies, and the mold is not selected. To prevent the problem, screw speed and traction need regular checks. Matching of molds should be suitable to prevent the phenomenon of inverted glue and regularly check the operation of machinery and electrical appliances.
CONTACT US