
Wire Drawing and Evolution of Flexible Machines

Wire Drawing and Evolution of Flexible Machines
Wire drawing is a well-known industrial process significant for developing wires and cables for several commercial and industrial purposes. Electrical wires and cables, wire stock for fences, and rod stocks for producing nails, screws, rivets, and springs, are some of the results of a wire drawing process.
Therefore, a high-quality wire drawing process is crucial for close dimensional control, good surface finish, and robust mechanical properties of wires and cables. A perfect wire drawing process demands an appropriate drawing machine with suitable tools geometry, tool material, tool wear, and other processing conditions.
Gloster Cables follows a wire drawing process with advanced tools and technology. The application of dies with specific profiles for different wire materials helps boost the mechanical performance, surface, and integrity of wires and cables.
Wire Drawing and Its Process
Wire drawing is a metalworking process that reduces the cross-section of a wire by pulling them through single or series of drawing dies. Wire drawing is almost similar to extrusion; however, it differentiates itself from the extrusion process as it pulls the wire rather than pushing as in extrusion. Also known as the cold working process, wire drawing gets generally conducted at room temperature. But in the case of large wires, drawing gets performed at an elevated temperature to reduce forces.
Wire Drawing Process
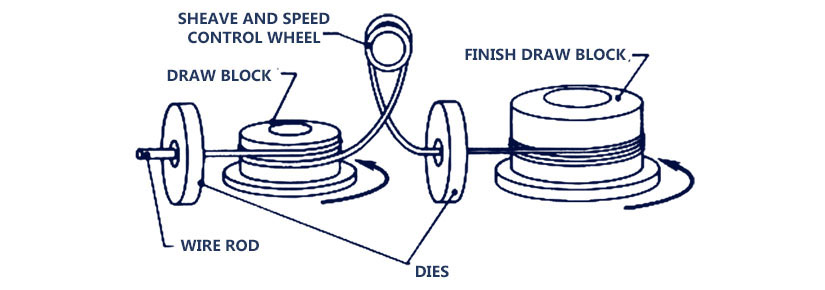
The Wire drawing process begins by placing a spool of wire at the front end of a machine on a spool. Then, the end of the wire is cut or flattened to pass or feed it through the drawing machine or die. The die sequence for a particular job is to function area reduction, input wire size, and output wire size.
The wire is pulled through a single or series of dies to get the final cross-sectional area. The volume of the wire remains the same as it gets pulled through the dies. But its diameter decreases and length increases. As the end of the machine is a spool or coiler, the final product comes out as a coil of wires at the desired cross-section area. If the area reduction is more than 50%, the process requires annealing before redrawing.
The cold working process changes the properties of the material. Therefore, to counter Cold working effects, intermediate anneals may get used and allow drawing. Using final anneal on the finished product can helps restore ductility and electrical conductivity. The type of lubrication used makes the process wet or dry, such as water or oil-based products for wet drawing and dry lubes for dry drawing.
The temperature of the machinery should be maintained, as the energy released during metal deformation may increase the temperature. Also, ensure the wire has a constant tension and speed when it passes through the die. With the advancement in technology, AC drives and software for winder application is in use to ensure material moves at a proper speed and tension.
Factors Affecting Drawing Process and Gradual Evolution of Machines
The wire drawing process has not changed much over the years, but a gradual evolution in the tools used for drawing purposes got observed. The quality of the drawn wire largely depends on the tool geometry, material, and wear.
How Performance of a Die Impacts the Wire Drawing
For the performance of the wire drawing, die selection with optimum parameters like entry angle, reduction angle, bearing length, and exit angle are crucial, along with carbide grade. A variable that impacts the performance of a die is an independent variable and a dependent variable.
Independent Variables depend on drawing speed, lubricant type, die geometry, die material, and percentage reduction.
Dependent Variables get generated during the drawing process, such as friction co-efficient, wire temperature, shear strength variation of lubricant at the elevated temperature, drawing stress, etc.
So, to monitor the drawing process, it is essential to monitor the dependent variables accurately and reach out to the root cause of independent variables.
Poor shear strength of lubricant results in high wire temperature. Thus, giving an indication of proper lubrication or change in co-efficient friction of the drawing zone.
Evolution of Drawing Machines
The trends in wire drawing machines are multi-drawing technology, higher speeds, flexibility, automation, quick die-change systems, increased output levels and ranges, variable drafting, reduced costs, and improved lubrication. Tungsten Carbide tools are in application to meet the demand for increased productivity and high drawing speeds.
The wire drawing is evolving in technical aspects such as tooling materials and sources, manufacturing techniques for making tools, and surface finishing. Few developments that have come up in drawings machines are

Impact of Machines and Tools on Producing Quality Wires

A careful selection of drawing machines and dies, lubrication, and drawing process have a significant role in producing quality wires.
Avoids central cracking and seams
A proper selection of drawing process parameters, lubrication, and die conditions helps control the development of central cracking, longitudinal scratches, or folds in the wires. A non-uniform deformation during drawing and residual stresses of cold-drawn products results in wire cracks.
Close Dimensional Control
Drawings give a close dimensional control. Wires with a smaller initial, the cross-sectional will have a smaller reduction per pass. Fine wires are usually drawn at a 15 to 25% reduction per pass, whereas large-size wires have a 20 to 45% reduction per pass.
Improves Mechanical Properties
A seamless wire drawing and appropriate die help improve the mechanical properties of a wire, such as strength and hardness.
Economical or Batch Processing
Integration of drawing machines and die with technology has increased the speed of the drawing process by automating a few actions. It helps in the economic batch processing of wires.
High-Quality Wire Drawing for High-Performance Wires and Cables
A basic understanding of the wire drawing principles and the process is essential to obtaining high-performance wires and cables.
Gloster Cables is producing high-performance wires and cables by adhering to wire drawing principles, and adopting advanced drawing machines, dies, and technology. Gloster Cables team truly understands the objective of wire drawing and delivering an optimum product.
CONTACT US